La démarche de responsabilité sociétale France Terre de Lait incarne la volonté des acteurs laitiers à intégrer les enjeux économiques, sociaux et sociétaux au cœur de la stratégie de développement de la filière. Retrouvez l’ensemble des engagements et objectifs prioritaires pour une filière laitière transparente, durable et responsable.
La démarche de responsabilité sociétale France Terre de Lait incarne la volonté des acteurs laitiers à intégrer les enjeux économiques, sociaux et sociétaux au cœur de la stratégie de développement de la filière. Retrouvez l’ensemble des engagements et objectifs prioritaires pour une filière laitière transparente, durable et responsable. Le lait : une richesse économique et nutritionnelle
Le lait : une richesse économique et nutritionnelle
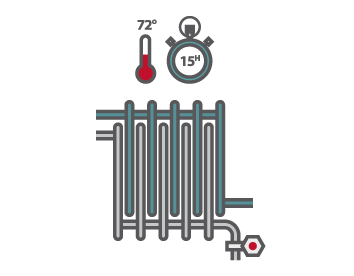
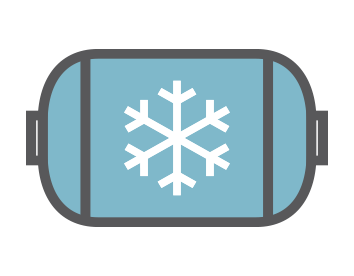
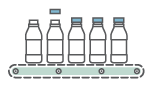
Les laits liquides sont un poids lourd de l’économie française, avec leurs 2,8 milliards de litres conditionnés en 2022, soit 12.5% de la valeur du total des produits laitiers vendus en France. Matière première fragile et vivante, le lait suit un parcours précis et réglementé pour assurer et garantir sa qualité bactériologique.
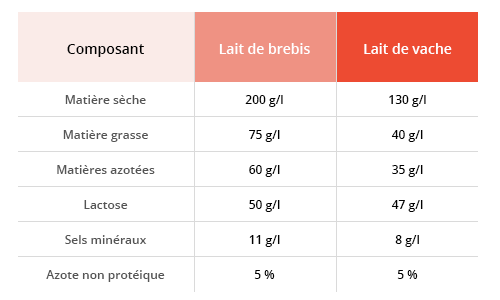
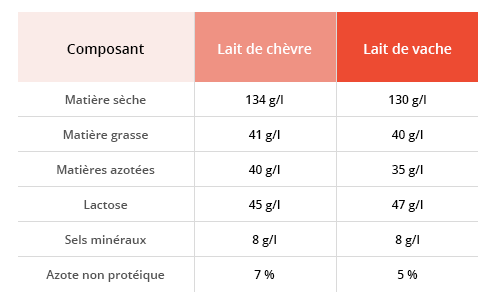
Le lait de consommation est généralement du lait de vache. Il provient aussi d’autres espèces, comme la chèvre ou la brebis.
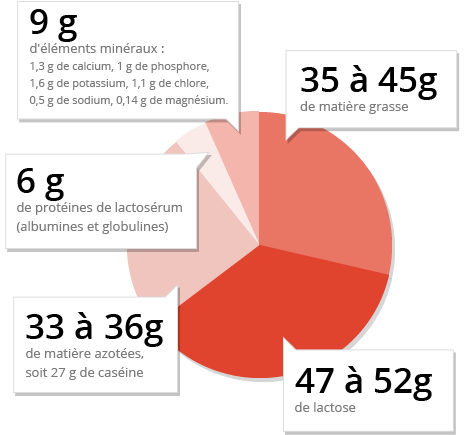
Le lait est bon pour la santé, mais pas seulement pour son calcium. C’est une combinaison unique de nutriments essentiels à la santé, tout au long de la vie !