French law of 29 June 1934
French law (29 June 1934) bans the addition of any other fat.
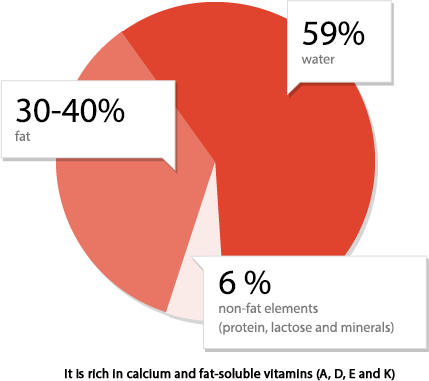
According to current regulation (decree of 23 April 1980), only milk containing at least 30% fat can be labelled “cream”.
Milk containing 12-30 g of fat per 100 g can use the label “low-fat cream”. Cream and low-fat cream always undergo heat treatment (pasteurization or sterilization), with the exception of raw cream.
“Fresh cream” or “low-fat fresh cream” applies to cream that is pasteurized and then packaged on the production site within 24 hours. These labels therefore cannot be used for sterilized creams.
When cream or low-fat cream contains authorized added products, the fat content is calculated on the dairy ingredients.
Legislation authorizes the addition of very small quantities of certain products to cream: sucrose (up to 15%), lactic acid fermenting bacteria and stabilizers (0.5%).
The label “fresh cream” means that the cream has been pasteurized: there is no obligation to mark “pasteurized”. Sterilized creams cannot be called “fresh cream”.