99% of French homes buy fresh dairy products (2010)
99% of French homes buy fresh dairy products (2010)
The French consume 37.2 kg/inhabitant/year of yoghurts, milk-based desserts and fromage frais.
Source: CCAF study (2010)
![]() Everything you need to know about milk and dairy products, the different steps involved in processing them, their diversity and health benefits. Also, practical information such as how to read food labels, make homemade dairy products,…Dairy Products website
Everything you need to know about milk and dairy products, the different steps involved in processing them, their diversity and health benefits. Also, practical information such as how to read food labels, make homemade dairy products,…Dairy Products website
![]() All about how CNIEL serves the French dairy industry. The organization addresses a wide range of issues, from the dairy economy, international business and promotion, to technology and scientific research. Its work is aimed at helping dairy producers and processors to anticipate market developments and build a strong future.Cniel Infos website
All about how CNIEL serves the French dairy industry. The organization addresses a wide range of issues, from the dairy economy, international business and promotion, to technology and scientific research. Its work is aimed at helping dairy producers and processors to anticipate market developments and build a strong future.Cniel Infos website
The French love fresh dairy products: yoghurts, fermented milks, fresh cream, fromage blanc and other milk-based desserts. They are healthy, suitable for people of all ages and satisfy consumers with their variety of tastes, textures and forms!
99% of French homes buy fresh dairy products (2010)
The French consume 37.2 kg/inhabitant/year of yoghurts, milk-based desserts and fromage frais.
Source: CCAF study (2010)
One-third of sales (in volume) of all dairy products
Source : Syndifrais data

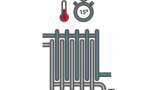
Collect milk
Pipes take the milk to a refrigerated
tank.
Chill the milk to prevent bacteria from developing and store milk in the right conditions
Guarantee milk quality
Transport milk from the farm to the dairy
The cold chain is maintained
Guarantee product quality

Samples are sent to laboratories to detect any traces of antibiotics or other substances that could negatively impact manufacturing
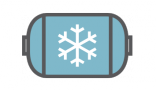
Transfer milk from the refrigerated tanker to the factory tank for storage before processing
The milk is transferred from the tanker to the storage tank by a system of pipes.
Thermal preprocessing is possible before storage, to reduce the number of undesirable micro-organisms and improve the shelf life of milk.
The cold chain is maintained.
Guarantee product quality

Adjust the fat content
This process ensures homogeneous fat content for each category of dairy product.
Produce a firmer yoghurt texture
The milk is enriched with powdered milk.
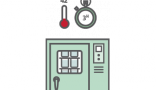
Eliminate micro-organisms that are harmful for humans.
Through contact with hot plates, the milk is heated at 72°C for 15 seconds.
Elimination of pathogens
Cool the product to an ideal temperature for inoculation
Coagulate the milk to transform the liquid into a semi-solid state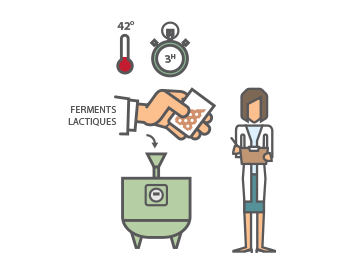
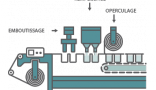
Package the product for sale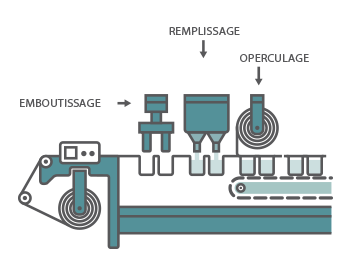
Coagulate the protein to transform milk from a liquid to a semi-solid state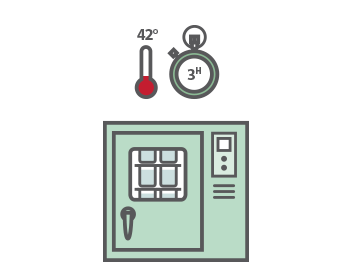
Keep products cold



Collect milk
Pipes take the milk to a refrigerated
tank.
Chill the milk to prevent bacteria from developing and store milk in the right conditions
Guarantee milk quality
Transport milk from the farm to the dairy
The cold chain is maintained
Guarantee product quality
Samples are sent to laboratories to detect any traces of antibiotics or other substances that could negatively impact manufacturing
Transfer milk from the refrigerated tanker to the factory tank for storage before processing
The milk is transferred from the tanker to the storage tank by a system of pipes.
Thermal preprocessing is possible before storage, to reduce the number of undesirable micro-organisms and improve the shelf life of milk.
The cold chain is maintained.
Guarantee product quality
Adjust the fat content
This process ensures homogeneous fat content for each category of dairy product.
Produce a firmer yoghurt texture
The milk is enriched with powdered milk.
Eliminate micro-organisms that are harmful for humans.
Through contact with hot plates, the milk is heated at 72°C for 15 seconds.
Elimination of pathogens
Cool the product to an ideal temperature for inoculation
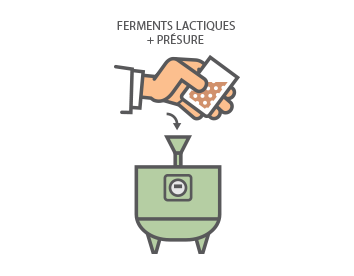
Promote coagulation by adding lactic acid fermenting bacteria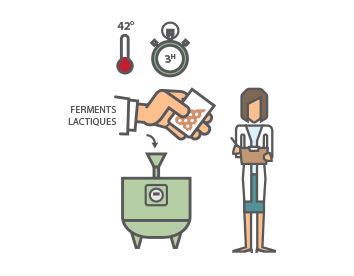
Specific lactic ferments are added.
The product ferments for three hours at 42°C in an ageing vat. The fermenting bacteria multiply. The milk loses its liquid state and becomes a “gel”, producing yoghurt.
Obtain a smooth texture
Enable the curds to become smooth
Package the product for sale

Collect milk
Pipes take the milk to a refrigerated
tank.
Chill the milk to prevent bacteria from developing and store milk in the right conditions
Guarantee milk quality
Transport milk from the farm to the dairy
The cold chain is maintained
Guarantee product quality
Samples are sent to laboratories to detect any traces of antibiotics or other substances that could negatively impact manufacturing
Transfer milk from the refrigerated tanker to the factory tank for storage before processing
The milk is transferred from the tanker to the storage tank by a system of pipes.
Thermal preprocessing is possible before storage, to reduce the number of undesirable micro-organisms and improve the shelf life of milk.
The cold chain is maintained.
Guarantee product quality
Adjust the fat content
This process ensures homogeneous fat content for each category of dairy product.
Produce a firmer yoghurt texture
The milk is enriched with powdered milk.
Eliminate micro-organisms that are harmful for humans.
Through contact with hot plates, the milk is heated at 72°C for 15 seconds.
Elimination of pathogens
Cool the product to an ideal temperature for inoculation
Promote coagulation by adding lactic acid fermenting bacteria
Specific lactic ferments are added.
The product ferments for three hours at 42°C in an ageing vat. The fermenting bacteria multiply. The milk loses its liquid state and becomes a “gel”, producing yoghurt.
Obtain a smooth texture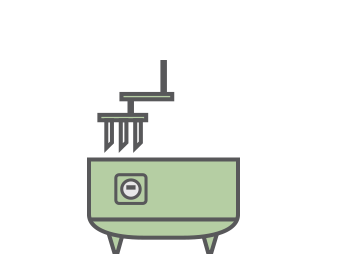
Package the product for sale
Collect milk
Pipes take the milk to a refrigerated
tank.
Chill the milk to prevent bacteria from developing and store milk in the right conditions
Guarantee milk quality
Transport milk from the farm to the dairy
The cold chain is maintained
Guarantee product quality
Samples are sent to laboratories to detect any traces of antibiotics or other substances that could negatively impact manufacturing
Transfer milk from the refrigerated tanker to the factory tank for storage before processing
The milk is transferred from the tanker to the storage tank by a system of pipes.
Thermal preprocessing is possible before storage, to reduce the number of undesirable micro-organisms and improve the shelf life of milk.
The cold chain is maintained.
Guarantee product quality
Adjust the fat content
This process ensures homogeneous fat content for each category of dairy product.
Eliminate micro-organisms that are harmful for humans.
Through contact with hot plates, the milk is heated at 72°C for 15 seconds.
Elimination of pathogens
Cool the product to an ideal temperature for inoculation
Coagulate the caseins (milk proteins) to transform liquid milk into a semi-solid state
Lactic acid fermenting agents and rennet are added to the milk to obtain curds.
Drain off the whey to keep some or all of the curds.
The curds are cut into pieces and drained.
Package the product for sale
Collect milk
Pipes take the milk to a refrigerated
tank.
Chill the milk to prevent bacteria from developing and store milk in the right conditions
Guarantee milk quality
Transport milk from the farm to the dairy
The cold chain is maintained
Guarantee product quality
Samples are sent to laboratories to detect any traces of antibiotics or other substances that could negatively impact manufacturing
Transfer milk from the refrigerated tanker to the factory tank for storage before processing
The milk is transferred from the tanker to the storage tank by a system of pipes.
Thermal preprocessing is possible before storage, to reduce the number of undesirable micro-organisms and improve the shelf life of milk.
The cold chain is maintained.
Guarantee product quality
Adjust the fat content
This process ensures homogeneous fat content for each category of dairy product.
Eliminate the risks of microbes developing
The product obtained is heated to 72°C for 15 seconds.
Elimination of pathogens
Cool the product to an ideal temperature for inoculation
Coagulate the caseins (milk proteins) to transform liquid milk into a semi-solid state
Lactic acid fermenting agents and rennet are added to the milk to obtain curds.
Drain off the whey to keep some or all of the curds.
The curds are cut into pieces and drained.
Smooth the curds
The curds are stirred to make them smooth and homogenous.
A creamy texture
Package the product for sale
Collect milk
Pipes take the milk to a refrigerated
tank.
Chill the milk to prevent bacteria from developing and store milk in the right conditions
Guarantee milk quality
Transport milk from the farm to the dairy
The cold chain is maintained
Guarantee product quality
Samples are sent to laboratories to detect any traces of antibiotics or other substances that could negatively impact manufacturing
Transfer milk from the refrigerated tanker to the factory tank for storage before processing
The milk is transferred from the tanker to the storage tank by a system of pipes.
Thermal preprocessing is possible before storage, to reduce the number of undesirable micro-organisms and improve the shelf life of milk.
The cold chain is maintained.
Guarantee product quality
Adjust the fat content
This process ensures homogeneous fat content for each category of dairy product.
Eliminate the risks of microbes developing
The product obtained is heated to 72°C for 15 seconds.
Elimination of pathogens
Cool the product to an ideal temperature for inoculation
Coagulate the caseins (milk proteins) to transform liquid milk into a semi-solid state
Lactic acid fermenting agents and rennet are added to the milk to obtain curds.
Separate the curds from the whey
Package the product for sale
Yoghurts and fermented milks
In 1925, the words “yaourt” and “yoghourt” entered into the French dictionary: The first word comes from Greek and the second from Turkish (yog’hurt). The two terms are recognized by French law.
They can only be used for milk fermented with the following characteristic bacteria (and no others): Lactobacillus bulgaricus and Streptococcus thermophilus. These bacteria must remain live and in large quantity (at least 10 million bacteria per g) throughout the product’s lifecycle.
Yoghurt enriched with other ingredients (sugar, fruit, honey, flavours, etc.) may use this label if these ingredients are authorized by legislation. They cannot exceed 30%. There are many yoghurt products on the market: “sweetened yoghurts”, “flavoured yoghurts”, “fruit yoghurts”, etc. Most yoghurts are made from cow’s milk but they can be made from the milk of other animals (sheep and goats).
“Fermented milk” is used for milks with inoculated with bacteria other than those used in yoghurt. The names of the bacteria used must be listed on the label.
In short, yoghurt is a fermented milk, but not all fermented milks are yoghurts!
Fresh dairy desserts
These products are not defined by regulation: their name is simply descriptive. However, manufacturers have defined a collection of rules in a professional code of conduct, which stipulates for example that a fresh dairy dessert must contain at least 50% dairy ingredients.
Fromages frais
Fromages frais are unripened cheeses that have undergone a mainly dairy fermentation process. Those that contain live flora when sold to consumers may be called “fromages blancs frais” or “fromages frais”.
Petit-Suisse is a fromage frais, made from cow’s milk with added cream. It must be cylindrical and weigh 30 g or 60 g. Its fat content in dry matter and the minimum dry matter are regulated.
Fresh cream
The different types of fresh cream are distinguished by their fat content and consistency (liquid or thick). The words “fresh cream” or “low-fat fresh cream” concern creams that have been pasteurized once only and packaged at the place of production within 24 hours.
Les crèmes
The most popular type of fermented milk consumed in France is yoghurt. Made with specific, fresh and tasty dairy fermenting agents with a variety of textures and tastes, yoghurts delight foodies!



These desserts contain at least 50% dairy ingredients (milk, cream, etc.) mixed with other ingredients (sugar, rice, semolina, flavouring, etc.). They enable milk to be consumed in 1001 different ways: creamy desserts, custard tarts, mousses, rice puddings, etc.



This is unripened cheese made from milk with lactic fermenting agents and rennet.
The fromages frais family includes country cheeses, smooth fromage blanc, Petit-Suisse and Faisselle.

Cream is only labelled “fresh” if is has only been pasteurized once and packaged on the production site within 24 hours.


They contain protein (4-5 g per pot) of very high nutritional quality.
Protein is required for childhood growth and for maintaining the adult body in good health.
Vitamins B and A
They also provide B-group vitamins (especially B2 and B12) and vitamin A when they are not fully skimmed.
Calcium
Above all, they are rich in calcium. One yoghurt contains 180-200 mg of calcium per pot.
Yoghurt consumption by children is good for the teeth and bones. But yoghurt not only provides calcium: it also has many other benefits!
The carbohydrate content of different products varies. Classic plain yoghurt contains around 6% while sweetened fruit yoghurt (with added sugar) contains around 15%.
Their fat content is quite low, but depends on the type of milk used. It can vary between 0% (for fat-free yoghurt) to about 4% for whole-milk yoghurt. Classic yoghurt, made from semi-skimmed milk, contains around 1.5% fat.

Because of their milk content, dairy desserts are a good source of protein.
Some of them can also contain protein from other ingredients (e.g. eggs).
Creamy dessert: 4.6 g protein per 100 g
Caramel-topped custard “flan”: 2.6 g protein per 100 g
Rice pudding: 3.2 g protein per 100 g
Egg custard: 4.5 g protein per 100 g
Fresh dairy desserts are a good source of calcium, containing on average 100 mg per 100 g. They also contribute to our intake of phosphorous, vitamin B2 and vitamin 2.
Dairy desserts contain simply carbohydrates through sucrose (sugar) as well as sometimes other ingredients in the recipe (caramel, chocolate, etc.). Rice and semolina bring complex carbohydrates: starch.
Cream dessert: 19.1 g of sugar per 100g
Caramel custard tart: 19.7 g of sugar per 100g
Rice pudding: 13.7 g of sugar per 100g
Egg custard: 18.6 g of sugar per 100g
Dairy desserts do not necessarily contain high levels of fat. Most products contain 3-8% fat, although those made from cream can contain more.
Creamy dessert: 3% fat
Caramel custard tart: 2.2% fat
Rice pudding: 3.2% fat
Egg custard: 8.5% fat

Fromages blancs and Petits-Suisses are excellent sources of protein, containing on average 8 g protein per 100 g.
Fromage frais is a good source of calcium, phosphorous and vitamin B9.
100 g of plain fromage blanc with 3.3% fat covers 14% of the recommended daily intake of calcium and phosphorous for adults.
The carbohydrate content depends on the type of product: plain products that contain only the sugar from milk have on average 3.6 g per 100g whereas products with fruit contain on average 14 g per 100 g.
Fat gives fromage frais a creamy texture. There are three main categories of fromage blanc: 0%, 4% and 8% fat.
Petits-Suisses contain less than 10% fat.

Cream is rich in water (62%) and provides vitamins (A and D in the case of whole cream).
With 30% fat and about 300 kcal per 100 g, cream is the least fatty and calorific or all fats!
Cream (which contains at least 30% fat and is sometimes called whole cream) is distinguished from low-fat cream (at least 12% fat).
